|
Suite du Parcours du courriel sur quelques systèmes de stockage
automatisé.
sur site le 08/11/2003
La dernière
gamme des machines de stockage et de récupération vas au loin des
exigences et des possibilités diverses pour manipuler des palettes,
emballages et cartons, manuellement et automatiquement.
Réflexion
sur les coûts: Le système de préparation des commandes manuelle
serait il plus chère que le système automatisée ?
Le
modèle ordinateur peut donner la réponse
Dans le
monde des affaires, il y a une tendance obsessionnelle de la livraison
'juste-à-temps'. Le nombre de commandes augmente, tandis que le
volume par commande diminue fortement. Ceci provoque
immanquablement l'accroissement du coût de la préparation des
commandes, dans plusieurs cas jusqu'à 50% des coûts opérationnels
variables.
La première
question qui se pose à la création d'un nouvel espace de stockage pour
un assortiment de produits, duquel nous allons effectuer un prélèvement
de commandes, est chaque fois : "Jusqu'à quel niveau peut-on tout
automatiser de façon économiquement justifiée et efficace ?"
Cela vaut
vraiment la peine d'analyser de manière critique le rendement financier
des différentes alternatives. L'évaluation est cependant
tellement complexe que seul une simulation sur ordinateur peut offrir
une réponse crédible. C'est pour cette raison que la société
d'ingénieurs Van Looy Group a mis au point une telle simulation.
Il fut utilisé entre autres pour la sélection de la solution la plus
rentable pour Partylite, une société américaine de production de
bougies, pour laquelle Van Looy Group a construit le centre de
distribution européen à Tilburg (NL).
Techniques
de préparation des commandes. (voir aussi: préparation
commande )
Sans
vouloir faire une description détaillée de toutes les stratégies de
préparation de commandes, nous examinons en grandes lignes les
possibilités qui, pour Partylite, furent prises en considération à
savoir des systèmes manuels, mécanisés et automatisés. Nous
pouvons identifier un premier groupe de systèmes sous le dénominateur
: "Homme-vers-le-produit". Un tel système est aussi
appelé : système de mise à disposition statique : les marchandises ne
bougent pas et le préparateur de commandes parcourt le circuit à pied
ou avec un chariot poussé ou motorisé.
L'exemple
le plus classique est celui d'un entrepôt dans lequel le préparateur
collecte le produit des rayonnages à tablettes ou des rayonnages à
palettes en se servant d'une liste de prélèvements. Avec ce système
on atteint une capacité d'environ 35-120 prélèvements par préparateur
et par heure. L'efficacité du prélèvement peut être augmentée
par réduction des temps de déplacement. En prévoyant soit un chariot
de préparation à nacelle soit un transstockeur, les temps de travail,
certainement dans le cas de longs couloirs et de hautes étagères,
diminueront sensiblement.
On obtient
une augmentation d'efficacité évidente en équipant les emplacements
de prélèvement d'affichages. Ceux-ci s'éclairent pour indiquer
l'emplacement de prélèvement et la quantité à prélever s'affiche
sur l'affichage. Ce système est utilisable pour des fast-,
medium- et slowmovers. On parle ici du principe 'pick-to-light' ou
préparation sans papier. Il y a plusieurs avantages liés à ce
système : on obtient de très hautes capacités de prélèvement avec
un pourcentage de fautes plus faible et cela pour un investissement
supplémentaire relativement bas. Des listes de prélèvement
illisibles appartiennent aussi au passé.
Un deuxième
principe de prélèvement est celui du "produit-vers-l'homme",
aussi appelé les systèmes de mise à disposition dynamique. Il
s'agit de systèmes basés sur des entrepôts automatiques, prévu de
postes de prise et de dépose automatiques.. Ils sont connus sous
le nom d'ABRS (Automatic Binning and Retrieval System, pour des bacs) et
ASRS (Automatic Storage end Retrieval System, pour des palettes).
On peut travailler selon deux systèmes. Deux méthodes de travail
différentes sont possibles. On peut sortir les palettes du stock
et les présenter au préparateur, celui-ci prélève les cartons nécessaires
et puis les palettes sont ramenées automatiquement dans le stock.
La deuxième
possibilité est que les palettes dont il faut prélever, soient
rassemblées par des transstockeurs automatiques dans un couloir de prélèvement,
où un préparateur rassemble efficacement et rapidement les commandes.
Pour un
grand assortiment de marchandises peu encombrantes, l'entrepôt
automatique sera remplacé par des 'carrousels' (à rotation
horizontale) et des 'paternosters' (à rotation verticale).
Les
investissements pour les systèmes avec mise à disposition dynamique
sont considérablement plus élevés, le coût du personnel devient
cependant beaucoup plus faible. De plus - sûrement si l'on parle
de petits produits (comme des bougies) - l'utilisation de la place
disponible est optimale. La capacité pour un tel système monte
de 40 à 250 prélèvements par préparateur par heure. La
pratique démontre entre-temps que le principe du produit-vers-l'homme
n'est pas applicable à tous les produits. Si le nombre
d'emplacements augmente tandis que le volume stocké par emplacement rétréci
et si le 'trafic' (le nombre de mouvements d'entrée et de sortie)
devient trop grand, l'investissement de l'entrepôt automatique et des
transstockeurs nécessaires pour obtenir la performance demandée, ne se
justifie plus économiquement.
Le plus
automatisé est évidemment le système de préparation de commandes
entièrement automatique : c'est-à-dire, un système où la commande
est exécutée automatiquement sans l'aide d'un préparateur humain,
comme un robot ou un préparateur automatique, qu'on appelle 'A-frame'.
La plupart du temps, un A-frame est utilisé pour des produits petits et
légers (boîtes CD, petits emballages de pharmacie, petits pots,...).
Nouvelle
doc. suite Courriel du 14/04/2004: A-frame conveyor- et A-frame picking system-
 One click ! One click !
Dans un
A-frame (ensemble de gaines inclinées dans lesquelles les mêmes
produits s'entassent et qui par gravité sont évacués vers le
dessous), un petit cylindre par gaine pousse l'article demandé sur une
bande transporteuse, qui le transporte vers un conteneur de prélèvement
des commandes ou une emballeuse.
Un A-frame
est construit de telle façon que les différents produits d'une
commande peuvent être traités en même temps (les cylindres des différentes
gaines peuvent alors pousser les paquets en même temps sur la bande
transporteuse). Ainsi les performances les plus élevées sont
atteintes. La vitesse des cylindres peut atteindre 5 articles par
seconde et par gaine, selon les constructeurs. Le nombre de gaines
que l'on peut aligner par système est bien entendu limité. Idéalement
le nombre de produits différents ne peut pas dépasser ce nombre
maximum de gaines. L'expérience nous apprend que ces systèmes
atteignent une capacité de 800 à 1400 commandes par heure, dépendant
des spécifications techniques de l'application en question.
Pour
choisir entre les systèmes précédents, il faut d'abord rechercher la
méthode de travail idéale, soit tout traiter commande par commande
(c'est à dire la préparation successive de toutes les lignes d'une même
commande) ou procéder par 'lot' (c'est à dire la préparation en
rafales). L'avantage de cette dernière est la capacité
accrue de prélèvement, le désavantage en est qu'il faut encore trier
après coup les lignes, commande par commande.
La
préparation de commande est plus que les simples prélèvements de
produits
Le
processus de préparation de commandes peut se diviser en trois parties
: l'information, le déplacement et le prélèvement.
La façon
dont l'information est livrée, peut avoir une influence énorme sur les
coûts. Une liste de prélèvement peu claire, l'ordre de
succession des prélèvements ne correspondant pas avec le parcours
logique dans les rayons, peut conduire à de grandes pertes de temps.
Des informations logiques, courtes et univoques, augmentent le rendement
du système. Ce n'est donc pas un luxe superflu d'offrir
l'attention nécessaire à cet aspect. Cela concerne d'une part le
logiciel logistique, ce qui tombe hors du cadre de cet article, et
d'autre part la méthode selon laquelle l'information est délivrée au
préleveur. Dans le cas de prélèvement manuel le système 'pick-to-light'
discuté ci-dessus, optimalisera cette dernière.
La part du
déplacement représente 50% à 70% du temps total du prélèvement.
C'est donc le facteur de coût le plus important. La rédaction de
la liste de commandes est très importante. Egalement important est
la localisation des marchandises. L'application d'une analyse ABC
à la détermination des localisations des emplacements et un choix
judicieux du système de stockage peut raccourcir énormément les
distances.
Lors du prélèvement
la forme ergonomique des rayonnages ou du transstockeur peut augmenter
la productivité.
Comparaison
de prix
Jusqu'à présent
les coûts de prélèvement n'ont encore que rarement été analysés en
détail, surtout à cause de la complexité du problème. Chaque
produit donne sa propre conception de l'entrepôt et cette conception dépend
une fois de plus du degré de l'automatisation que l'on veut introduire,
de la méthode de prélèvement, etc. Pour chacun de ces éléments
l'influence des trois fonctions de prélèvement mentionnées ci-dessus
est différente. Et chaque aspect a des conséquences financières.
Il est donc difficile de décider du degré d'automatisation nécessaire
pour réaliser un prélèvement le meilleur marché possible.
Le grand
nombre de possibilités de combinaison des différents paramètres
permet seul à des modèles ordinateurs détaillés de tirer des
conclusions. C'est pour cela qu'à l'occasion de la demande de
Partylite de construire son centre de distribution européen de bougies,
il fut décidé de construire un modèle ordinateur, non seulement à la
mesure de cette application, mais également plus universellement
utilisable.
Base
de comparaison
Basé sur
les données de la pratique, un modèle arithmétique fut créé.
Ce qui permet de 'jouer' avec une 70-aine de paramètres, par exemple
les dimensions des articles, les dimensions du carton d'expédition, le
poids des articles, le volume de prélèvements par articles, les coûts
d'investissements pour le bâtiment, les coûts opérationnels, le
nombre de commandes par jours, le nombre total de numéros d'articles à
stocker, etc.
Le but de
ce modèle, qui fut nommé "Order-Pick-Pricing-model", est
d'introduire cas par cas les paramètres par produit à remplir et d'en
déduire quel principe de prélèvement est le plus avantageux pour le
produit concerné. Comme test on pris l'exemple d'un article de
180 mm x 160 mm x 60 mm, ceci emballé dans un carton de 600 mm x 400 mm
x 300 mm. Il fut recherché quelles étaient les conséquences
(financières) pour l'A-frame, le principe pick-to-light combiné au 'flowracks'
et le prélèvement direct à partir de palettes.
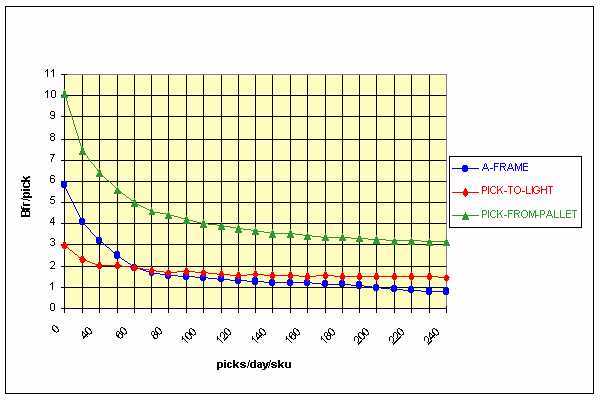
Dans ces
calculs, l'impact du prix du stockage de vrac et son transport aller et
retour n'a pas été pris en compte, car ce coût dans les trois
situations étudiées reste identique. Par cette étude, il
apparaissait que, pour l'article étudié, le prélèvement direct à
partir de palettes est de loin plus cher. Il est important de
signaler ici que, lors de la paramétrisation, il a été tenu compte de
ce qu'un nombre élevé d'articles devait être constamment stocké et
présenté, engendrant des surfaces nécessaires importantes par conséquent
aussi des distances à parcourir très grandes, ce qui a influencé négativement
les solutions à forte proportion de main d'uvre.
Ensuite, il
apparaît qu'à partir de plus au moins 60 prélèvements par article
par jour (dans le cas étudié bien sur) le prélèvement automatique
(A-frame) serait une solution plus économique que le principe
pick-to-light. Pour une petite quantité de prélèvements par
article par jour l'A-frame est cependant plus cher, puisque
l'investissement devient relativement trop important par rapport à la
performance atteinte.
Figure 1 : Influence du
nombre de prélèvements par article par jour sur le prix par prélèvement
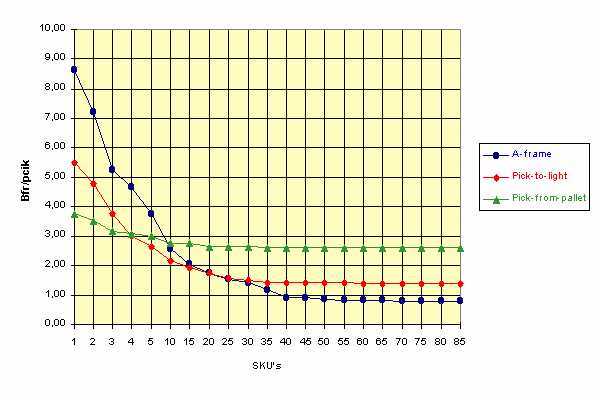
Varions à
la place du nombre d'unités à prélever par article, le nombre
d'articles différents qui doit être disponible. Si le nombre
d'exemplaires par article que nous devons prélever reste constant,
alors il apparaît selon l'étude (se basant sur un grand nombre de prélèvements
par numéro d'article) qu'avec un faible nombre d'articles différents,
le prélèvement direct à partir de palettes donne financièrement le
meilleur résultat. Par contre, si le nombre d'articles différents
est fort élevé, la superficie des bâtiments et les distances à
parcourir nous jouerons à nouveau des tours et le coût par prélèvement
s'envolera.
Figure 2 : L'influence du
nombre d'articles différents qui doivent être prélevés
Le fait est
quand même surprenant, que nous pouvons conclure qu'une automatisation
accrue, n'est pas toujours à considérer comme une débauche financière.
Dans certains cas, ces formes de prélèvement sont belles et bien
justifiables. Le modèle OPP a aussi permis de conclure que
l'utilisation d'un A-frame est surtout favorable dans les cas ou la
rotation d'un article est moyenne à élevée. Pour cela, il est
bien nécessaire que les dimensions de l'article en question, répondent
aux exigences techniques de l'A-frame. De plus l'emballage doit être
relativement solide, afin d'éviter que l'article ne soit abîmé par
suite de la vitesse d'expulsion.
Les données
de bases de chaque situation devront évidemment être introduites au
cas par cas pour définir la solution à promouvoir. Un fait est
sur, pour déterminer les coûts de l'activité de prélèvement, un
grand nombre de paramètres jouent un rôle; le sujet est complexe, les
décisions parfois lourdes de conséquence, ce qui nous fait recommander
une grande prudence
remonter
21.05.2008 14:53:23
|