|
ABSTRAIT
Détaillé la conception des systèmes de convoyeur
implique les analyses qui atteignent de loin au delà
simplement du choix du concept de système le plus
approprié. Cet article discute des issues et différences
dans les systèmes pour la cueillette en lots et le
sortation de pleins article.
INTRODUCTION
Comme
conseiller de concepteur de système et, j'ai été
toujours intéressé au choix la bonne technologie
fonctionnelle, avec le rapport approprié de
cost/benefit. Plus récemment, comme je me suis déplacé
environ le monde du fournisseur de système, I
redécouvert que le choix de la "bonne" technologie
laisse toujours a grande affaire du travail de
conception de système à faire. Naturellement, comme dans
plus technique les secteurs, là sont règle-de-pouce et
pratique admise de servir de directives. Finalement, il
y a la panacée de la simulation "assurent" le système
viabilité.
Cependant, le règle-de-pouce ne franchissent pas un le
nouveau pas. Et, l'impératif d'aujourd'hui est souvent
améliorations visées d'"percée". La simulation ne peut
pas inventer différences dans la conception de système.
Il peut seulement aider à évaluer ces issues cela nous
nous rappelons d'examiner pendant que le modèle est
établi. Le texte suivant en décrit des issues j'ai
rencontré régulièrement dans la conception de la
cueillette de article systèmes. J'espère cela par la lecture
par ces derniers, le lecteur serai plus instruit et
comprendra il est importante demander quelles questions,
et si le lecteur est un concepteur, j'espèrent que ces
commentaires aideront à compléter ce qui vous savez déjà
mais d'une manière dont améliore vos conceptions.
|
 |
|
Sélection de article à Convoyeur |
|
 |
|
Sélection de article à la palette |
Plus de les dernières années je suis devenu. de plus en
plus intéressé au article où sélectionnant systèmes qui
utilisent la cueillette et le sortation en lots. Ils
sont en particulier intéresser pour plusieurs raisons :
1. Cueillette d'ordre,
déjà documenté comme élément de coût dominant dedans
l'entreposage, s'est avéré la plupart du temps "" ne pas
sélectionner. Récolteuses ne passez pas beaucoup de leur
temps au visage de sélection. La majeure partie de leur
temps est passée voyageant autour, attendant pour
atteindre un visage de sélection, découvrant que ce qui
ils venez pour sélectionner n'est pas là, outre de
charger les ordres sélectionnés, organisation leur
travail, etc... En conséquence, il y a une grande
incitation pour réduire la non-cueillette partie du
travail.
2. Systèmes d'évolution de logistique,
basé sur le client rapidement de décalage les demandes,
créent plus d'ordres d'une plus petite taille pour
satisfaire la même chose volume des affaires en tant
qu'avant.
3. Inventaire centralisants
pour améliorer la disponibilité au total inférieur
inventoriez les niveaux, par le profit des solutions de
rechange créatrices de transport fournit des économies
d'échelle intéressantes pour la mécanisation.
4. Maintenant que la distribution est tout le monde "arme
stratégique," le foyer est de retour dessus
réduction des coûts.
ORDERPICKING ENVIRONNEMENT
Orderpicking crée généralement un changement de l'unité
de la manipulation pour différents produits.
Par exemple :
|
Unité de Receiving/Storage |
Unité de Picking/Shipping |
|
Charge De chariot |
Charge de palette |
|
----- |
article |
|
Charge De Palette |
Morceaux |
|
----- |
|
|
article |
|
|
---- |
|
Ordres sont souvent composés des produits dans chaque
unité de manipulation, selon l'ordre taille et
popularité de produit. Habituellement, chaque type de
manipulation d'unité vient de a secondaire-système-je
différent.e. pleins article et différents morceaux de la
même chose le produit ne sont pas choisis parmi le même
endroit courant.
Chacun cette d'unité de manipulation les conversions
représente intéresser, et une vraie partie de ce qui
doit être considéré dans la conception d'entrepôt. Pour
illustrer une partie de des secteurs où nous pouvons
employer de l'aide dans des différences d'évaluation, je
voudrais à concentrez sur la conversion de palette-à-article,
qui est autrement connue en tant que " enfermez le
procédé de cueillette."
Presque tous les grands environnements système incluent
une gamme des produits avec changer considérablement
popularité et une gamme également large des tailles
d'ordre de client. Pour satisfaire ces conditions la
plupart des systèmes sont de conception hybride,
consisté en différent niveaux de technologie pour des
parties de ces gammes et qui doit finalement réunissez
les produits en même temps au dock d'expédition. Le
schéma 1 illustre une distribution typique de la
popularité de produit dans l'épicerie affaires. Les
notes sur la figure fournissent des descriptions
approximatives de product/order activité.
Beaucoup, beaucoup d'autres problèmes semblables d'objet
exposé d'affaires.
|
 |
|
Le schéma 1.
Distribution de l'activité de produit comme
pourcentage de SKUs total |
CHOIX UN PROCÉDÉ DE CUEILLETTE D'ORDRE
Traditionnellement une liste de cueillette pour un ordre
de client est donnée à une récolteuse qui voyage la
sélection le chemin, ajoutant des article à un camp de
palette ou de roulement comme he/she disparaît. Les
ordres importants peuvent exigez interrompre le
processus pour se laisser tomber outre de pleines
palettes comme ils sont accompli. Alternativement un
ordre important peut être segmenté et assigné à
plusieurs récolteuses, réduisant de ce fait le temps de
sélection écoulé.
Ordre la cueillette a plusieurs avantages, comme :
1. Des listes de papier simples de sélection peuvent
être employées.
2. Une personne peut être chargée d'assurer un ordre
entier.
3. Des produits peuvent être facilement groupés dans des
familles le long du chemin de sélection pour s'assurer
ce politiques, telles que placer les produits les plus
lourds sur le fond de l' on peut facilement observer la
palette en partance,
4. La tâche d'endroit basée par activité peut de manière
significative réduire le chemin de sélection pour un
ordre.
5. Puisque les récolteuses sont chaque ordre de la
cueillette une et opérer indépendamment, il est facile
d'assigner le travail, les maintenir les résultats
occupés et de mesure.
Cependant, en tant que prolifération d'increase(SKU
d'offres de produit), l'entrepôt commence à remplissez
de de plus en plus matériel. En conséquence, le chemin
de sélection obtient plus longtemps, et comme ordres ou
ordre les quantités deviennent plus petites, le chemin
doivent être voyagées plus fréquemment. La congestion et
retarde peut se produire près des produits mobiles
rapides dedans les équipements plus grands de volume.
le défi dans de plus grands équipements doit développer
un système maintient dont les la plupart les avantages
de plus petit, environnements de cueillette d'ordre,
tout en adressant problème d'augmenter des niveaux "pas"
de la cueillette.
Cueillette En lots
Une alternative doit traiter en lots la condition de
cueillette pour plusieurs ordres et assortissez alors
les cartons qui sont sélectionnés à différents ordres
pendant que la récolteuse va le long de. Ceci est connu
comme cueillette d'multi-ordre ou cueillette de
faisceau. Dans le son la forme la plus simple, une
récolteuse peut prendre deux palettes à la fois le long
du chemin de sélection et sélectionnez simultanément
deux ordres. Cette approche peut être prolongée par la
traction un "train" de plusieurs palettes ou camps de
roulement. De cette façon plus de des avantages de la
cueillette simple d'ordre sont maintenus. La technique
est limitée près la longueur du train à environ 4 ou 5
ordres. Comme la taille de train se développe, les
largeurs et la congestion de rayonnage deviennent de plus
grands facteurs.
Cueillette De Vague
La prochaine variation est radicale. Intéresser et un
concept bien plus puissant est accumuler les conditions
pour un plus grand nombre des ordres (50-100) ;
sélectionnez-les comme groupe et transportez les cartons
à une machine à grande vitesse de sortation et
détournez-alors les à chutes/spurs consacré à chaque
ordre. À la fin de la dent ils sont chargés sur un camp
de palette ou de roulement par un deuxième opérateur.
Ceci est connu en tant que "cueillette de vague". Le
principe général doit manipuler chaque article efficacement
deux fois, plutôt qu'inefficacement une fois.
Clairement, évaluez pour chacun des deux étapes,
cueillettes en lots et chargements remettants de
récipient, doivent être considérablement plus de deux
fois plus rapidement que le pas à pas dedans cueillette
périodique traditionnelle d'ordre pour rendre le concept
valable.
ajournez sur le schéma 2 prouve que l'épargne de travail
suffisamment pour justifier le coût de la mécanisation
se produit seulement quand le taux pour sélectionner
différents ordres est a compté être lent et toute la
condition de cueillette de article est haut. Ceci se produit
quand le même produit est exigé en petite quantité pour
beaucoup d'ordres en même temps. C'est une occurrence
commune dans la distribution centralisée de produits de
consommation de volume élevé à une chaîne des magasins
de détail au détail. L'épicerie sont a exemple typique.
Les chaussures, le matériel, et le logiciel de PC sont
d'autres exemples.
|
 |
|
Figure 2.
Tandis que la cueillette en lots est plus
efficace,
il commence seulement à payer au loin à des
volumes plus élevés |
Puisque des produits très populaires peuvent être
commandés plusieurs points de droit à la fois pour
chacun store/order, ils généralement peuvent être
sélectionnés à des taux plus élevés dans le traditionnel
mode de cueillette d'ordre. La mi-portée et les produits
mobiles plus lents sont plus de temps consommation pour
sélectionner et représenter les meilleures ocarticleions
pour la cueillette et le sortation de vague. Une fois
qu'une dépense d'équipement importante peut être
justifiée pour ces produits, il parfois sens de marques
d'employer la même méthode pour les moteurs rapides
aussi bien, si il y a capacité suffisante.
CHOIX DE MATÉRIELS ET APPAREILS DE MANUTENTION
la cueillette des caisses de produit dans des
environnements de cueillette de vague peut être
accomplie d'un certain nombre de manières. Des plusieurs
communs sont énumérés ci-dessous. Quelques uns sont
illustré et décrit ci-dessous.
|
|
Sélectionner-à-palette sur le cric de palette
Ceci est la manière la plus simple et la plus
commune d'accumuler des cartons pour une série
de ordres de client. L'investissement dans
l'équipement est bas, cependant, il est
difficile à sélectionner de tout endroit excepté
au niveau de plancher, ainsi du chemin de
sélection peut être tout à fait longtemps. Les
rayonnages doivent devoir assez au loin adapter à
des récolteuses en passant le plus probablement
un un autre et, soulevez les chariots pour le stockage et mouvements de remplissage. Les
article
doivent être rehandled pour les installer sur
trieuse. |
|
 |
Sélectionnez 2-4 groupes au train de camp de
palette ou de roulement
Ceci la méthode est très semblable à la
sélection à un cric de palette, mais aux laisux
plusieurs groupes à combiner pour réduire le
nombre de fois qu'une récolteuse doit voyager
vers
le chemin de sélection. Pour rendre la
cueillette la plus efficace, une sélection
spéciale énumérez agréger les conditions pour
les groupes et puis le témoin l'attribution par
groupe doit être préparée. |
|
 |
chariot De Cueillette D'Ordre
Ceci la méthode exige toujours d'une étape de
manipulation séparée de installer les article
sélectionnés sur la trieuse, mais le chemin de
sélection peut être beaucoup plus court parce
que l'orderpicker peut accéder à plusieurs
niveaux dans le support de palette. C'est
particulièrement utile pour produits mobiles
très lents. Avec un rayonnage étroit, la
récolteuse peut atteindre les produits des deux
côtés du rayonnage, mais c'est difficult(if non
impossible) pour plus d'une récolteuse pour
partager le rayonnage ou pour exécuter le
remplissage opérations pendant la période de la
cueillette. |
Ainsi loin, toutes les technologies de cueillette
décrites ont exigé que la vague la récolteuse effectuent
deux opérations : sélectionnez d'abord l'article et
installez ensuite l'article sur un convoyeur à aller au
système de sortation de article. Afin d'améliorer sortie et
efficacité des récolteuses, les technologies suivantes
de sélection de article peut être utilisé :
|
 |
Sélectionner-à-ceinture
article sont placés par la récolteuse directement
sur un convoyeur à bande des palettes le long de
visage de sélection. Les récolteuses marchent
d'une sélection à l'autre pour accomplir les
conditions pour un groupe dans leur zone, et
répètent alors le processus pour chaque groupe.
Une zone peut être aussi grande ou petite défini
selon les besoins pour laisser la cueillette de
tous les article dans le temps assigné en lots. Les
ceintures sont typiquement placé sur des
mezzanines plus d'une des autres pour améliorer
l'espace utilisation. |
|
 |
Voiture de sélection. Convoyeur de
Ceci est un dispositif spécial qui combine les
dispositifs d'un chariot orderpicking cela peut
accéder aux niveaux multiples du support et de
la sélectionner-à-ceinture de palette dans
lesquels des article sélectionnés sont transportés
directement à la trieuse. Puisque seulement un
pickcar peut être placé dans un rayonnage, le
débit de article de ce rayonnage est limité près la
capacité d'une récolteuse. |
|
 |
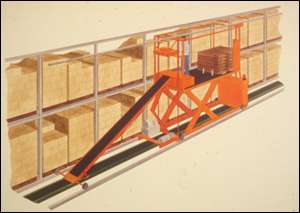
Palette-à-récolteuse
Quand le nombre de article d'un produit simple exigé
pour un groupe consommera a la pleine palette,
la palette peut être apportée directement du
stockage de réservation à a poste de travail
spécial de dépalletisation où les article peuvent
être efficacement transféré à une entrée de
convoyeur à la trieuse. Dans quelques systèmes,
c'est fait même lorsque la quantité en lots est
moins qu'une pleine palette. Cependant, la
partie inutilisée de la palette doit être
retournée au stockage ou à un échafaudage
secteur jusqu'à ce qu'il soit nécessaire encore.
L'ergonomie de la station de dépalletisation
peut être amélioré avec l'utilisation des
ascenseurs, des plateaux tourne-disques et même
de l'ascenseur mécanique aide comme montré dans
l'image vers la gauche.. |
|
 |
Cueillette/dépalletisation robotiques
Employer robots ou d'autres dispositifs
mécaniques pour transférer des article à partir
d'une palette à a le convoyeur est une
prolongation de la méthode de
palette-à-récolteuse. Quelques systèmes
emploient a robot pour transférer un article à la
fois, alors que d'autres transfèrent une couche
entière de la palette. |
Le choix de la bonne technologie de manipulation
matérielle dépend de l'analyse du volume total, volume
individuel de produit, fréquence de sélection d'un
produit, l'espace disponibilité, coût et un certain
nombre d'autres facteurs. Une combinaison des méthodes
peut être employé, mais employer plus de trois peut être
compliqué pour projeter et contrôler. Le schéma 4 sur la
page suivante emploie la distribution d'activité de
produit à illustrez quelques combinaisons possibles de
technologie pour les niveaux variables de mécanisation.
|
 |
|
Figure 4.
Mécanisation de choix basée sur l'activité
d'article |
ADRESSAGE LA QUESTION DES DÉSÉQUILIBRES DE TRAVAIL QUAND
CUEILLETTE DE VAGUE
Quand des ordres sont sélectionnés par la vague, un
service sera organisé en zones et opérateurs affectés au
travail dans ces zones. Ceci est fait pour garder la
sélection excursions relativement sous peu comme un
opérateur peut seulement être assigné les sélections qui
sont dans sa zone.
Malheureusement, pour chaque wave/batch des ordres à
sélectionner, le plus grand le défi doit synchroniser
l'écoulement des diverses zones de cueillette. Certaines
de les facteurs à considérer dans la conception et
l'opération de système incluent :
1. Le nombre de article de chaque secteur pour chaque groupe
peut changer considérablement.
2. La charge de travail dans une zone exige
habituellement les opérateurs partiels pour chacun
groupe, de sorte que quand des personnes "entières" sont
affectées, la zone ait un léger excédent, ou sous la
capacité et en conséquence, finira en avant ou derrière
les autres zones.
3. Le maintien de grouper de famille des produits
complique plus loin attribution des endroits courants et
la commande de l'activité de cueillette.
l'implication de ces issues de conception est que quand
des produits sont sélectionnés dedans des groupes des
zones multiples de sélection, ils tous n'arrivent pas à
la trieuse dans la même fenêtre de temps. Courses, taux
variables de sélection et un déséquilibre dedans le
nombre de points de droit pour un groupe de chaque zone
causera quelques zones à finition tôt et d'autres à
finir tard. Ceci peut mener à beaucoup d'opérateurs se
tenir autour d'attendre la prochaine vague pour
commencer tandis que d'autres dans plus frappez
fortement les zones scurry pour finir leurs tâches. Ceci
signifie également cela pour une certaine période vers
l'extrémité de la vague, la trieuse n'a pas lieu
entièrement utilisé.
Achetez La Capacité excessive
Dans beaucoup d'équipements, cette issue est simplement,
bien que coûteusement, adressé près achat de la capacité
plus-que-suffisante dans tous les secteurs. La
cueillette est alors commandé pour employer seulement
autant de cette capacité qu'est exigé pour chacun
groupe. Cette approche n'adresse toujours pas la perte
dans l'utilisation de trieuse résultant de ces facteurs,
comme illustré sur le schéma 5 ci-dessous.
|
 |
|
Figure 5.
Perte d'utilisation de trieuse à l'extrémité
des vagues |
Zones Flottantes
Alternativement, le système de commande pour la
cueillette peut décaler la capacité (les gens) entre, ou
même pendant les groupes. Une méthode pour décaler la
capacité est illustré sur le schéma 6. Le chemin de
sélection peut être regardé comme continu. la longueur
du chemin assignée à un opérateur changera du groupe au
groupe selon la densité de la demande le long du chemin,
et égalisez peut être basé dessus possibilités
individuelles d'exécution d'opérateurs. Ce concept est
connu comme a zone flottante parce que chaque opérateur
sera assigné un ensemble différent de endroits continus
à sélectionner de pendant chaque vague, mais la quantité
de travail que n'importe quel opérateur donné a au début
du travail est identiques. En faisant ceci, le travail
dans les différentes zones accomplissent plus ou moins
le même temps.
Endroits Vers l'avant Multiples De Sélection
Une autre méthode d'adresser des déséquilibres de zone
est de fournir des endroits de cueillette pour les
produits les plus populaires dans plusieurs zones. Le
système de commande peut décaler la source de ces
produits de groupe au batch(i.e. zone à la zone) à aider
équilibrez la charge de travail. Par exemple, imaginez
qu'un article #123 est disponible dedans Répartissez en
zones A et répartissez en zones B dans un entrepôt. Si
pendant la phase de planification de vague, répartissez
en zones Une charge de travail regarde pour être la zone
sensiblement plus grande que b, le système peut décalez
toutes les ou certaines sélections pour l'article #123
pour répartir en zones B.
ABORDER LA QUESTION DE L'UTILISATION DE TRIEUSE
Dans ondulez les environnements de cueillette, article
découlera de chacune de la cueillette sous-ensembles et
de plusieurs zones dans certains de ces sous-ensembles à
différents taux. La trieuse fonctionnera à une vitesse
constante et quand un bas écoulement des résultats dans
la sous-utilisation, cette capacité est perdus pour
toujours. Ainsi, s'il est important pour réaliser
l'utilisation élevée de trieuse pour satisfaire toute la
demande, puis la cueillette et le système de transport,
ensemble, doivent maintenir un flux stationnaire des
produits. Pour faire cela, une certaine méthode doit
être conçue pour s'accumuler et libérez les article dans le
système.
|
 |
|
Figure 7.
Écoulement schématique de la sélection à la
trieuse |
Combien D'Accumulation Devriez-vous Acheter ?
Le fusionnement des écoulements et l'amortissement des
crêtes et des vallées dans les taux instantanés est une
partie critique de n'importe quelle conception de
système de cueillette de vague. Le schéma 7 illustre une
combinaison des modes de cueillette, introduisant tout
dans la même trieuse. Il y a une variété de différentes
manières et des secteurs dans lesquels l'accumulation a
pu avoir lieu. Naturellement, la solution idéale serait
à fournissez les ruelles de convoyeur pour accumuler
toutes les caisses de tous les secteurs de cueillette
pour une vague simple, et la libérer alors à la trieuse
à un taux constant. Ceci est souvent une solution
pratique pour le sortation des petits articles qui
peuvent être accumulé avec 10-20 rapièce dans une boîte
d'emballage. Mais, la longueur de convoyeur à tenir une
série complète de pleins article est habituellement
prohibitivement chère. Ainsi, a la différence de
l'accumulation, de la commande de la cueillette et de la
capacité de trieuse doit être évalué.
Où Devrait L'Accumulation Avoir lieu ?
Il semblerait sembler la plupart de raisonnable de
mettre l'accumulation aussi étroitement As possible à la
trieuse de sorte qu'elle puisse être partagée par toutes
les zones de cueillette. Cependant, dans un grand
système, les distances des diverses zones de cueillette
à la trieuse pourrait exiger que des convoyeurs pour le
transport également soient employés pour accumulation.
Cette solution peut ne pas être bon marché ; le
convoyeur d'accumulation est beaucoup plus cher que le
convoyeur motorisé traditionnel.
Pour les produits de volume très élevé aux lesquels peut
être nécessaire en pleine quantité de palette la trieuse
ou pour les produits mobiles très lents qui sont groupe
a sélectionné à a le camp de palette ou de roulement à
installer dans la trieuse, accumulation est plus facile.
Ces produits peuvent être sélectionnés ou recherchés du
stockage avant groupe pour lequel ils sont nécessaires
et maintenus dans la forme de palette jusqu'à ce que le
moment vienne pour leur induction. Ce naturellement
n'est pas une option pour la sélectionner-à-ceinture ou
la sélection situations de voiture.
CHOIX LA TRIEUSE DROITE
Là sont un certain nombre de types de trieuse à choisir
de pour le sortation de article. Choix un qui est le plus
approprié pour un système spécifique dépend d'assortir
taux requis et les caractéristiques de manipulation du
dépassement de produits à travers. Indépendamment quel
type de trieuse est choisi, beaucoup de l'autre les
issues de conception sont semblables.
Figure 8 indique une trieuse intégrée avec une boucle de
recyclage.
|
 |
|
Figure 8.
Schéma intégré de trieuse |
Dans cette configuration simple, un certain nombre de
différences importantes existent.
Ils se relient à :
-
Nombre de dents « Spurs » sur lillustration Fig.8
-
Longueur De Dent
-
Recyclage
Nombre de dents
En général, une dent est assignée à chaque ordre de
client dans la vague, cependant, il y a quelques raisons
de créer plus, ou même moins que ce nombre.
-
Ordres importants, qui peuvent avoir l'écoulement
très élevé des taux parfois pendant le sortation de
la vague, peuvent être assignés deux ou plus de
dents pour fournir une certaine accumulation
provisoire ou pour laisser plus que un opérateur
pour palletiser des caisses pour cet ordre en même
temps.
-
Des dents additionnelles peuvent être employées pour
fournir a séparation des familles de produit pour
chaque ordre. Ceci peut être commercé-au loin contre
une commande plus sophistiquée du procédé de
cueillette.
-
Des dents additionnelles peuvent être fournies à la
laiss le recouvrement des vagues. Cartons arrivant
tôt pour des ordres dans dans le prochain groupe
peut être assigné à une dent non utilisée dans le
groupe précédent.
Dans quelques article, peu de dents peuvent être fournis si,
par exemple, deux commandes sont envoyé à la même dent
et manuellement séparé pendant le processus de
palletisation.
Longueur De Dent
Si il y avait toujours un opérateur de chargement
disponible quand un article est arrivé dans une dent, la
dent n'aurait besoin d'aucune capacité d'accumulation.
Mais, parce qu'il y a habituellement 5 à 10
spurs/operator, il se comprend pour que l'opérateur se
déplace de la dent à dent quand plusieurs article se sont
accumulés, de sorte que le temps de marche soit réduit.
Quand une dent est pleine parce que le chargeur n'a pas
pu l'entretenir, nouvellement des article d'arrivée ne
peuvent pas être détournés et doivent recycler.
Ainsi, les différences existent ici entre la longueur de
dent, temps de réponse de l'entretien, nombre des dents
assignées à un ordre et à une utilisation de la capacité
de trieuse pour le recyclage.
Recyclage
article ce qui ne peut pas être détourné sur leur première
passe à travers la trieuse peut faire un de trois
choses.
Ils pouvez :
1. Sortez la trieuse dans une ruelle de "décharge" et
soyez, manuellement déplacé au extrémité de dent
appropriée.
2. Recyclez directement de nouveau à la trieuse
installent le point.
3. Détournez dans une ruelle séparée de
recyclage/accumulation.
la première alternative est une solution facile si une
compagnie choisit de ne pas faire analyse à choisir
entre les solutions de rechange #2 et # 3 ; cependant,
il ne devrait pas être surutilisé. D'autre part, il ne
devrait pas être donné sur comme solution pour
occurrences exceptionnelles, quand une solution
mécanique pourrait être tout à fait chère.
Alternative #2 est acceptable aussi longtemps qu'il y a
capacité suffisante de trieuse de manipuler le recyclage
et acceptent de nouveaux article entrants. S'il y a
insuffisant la capacité de faire ainsi, priorité peut
être donnée aux nouveaux article, mais quand la ligne de
recyclage remplit, le système ralentira. Ou, la priorité
peut être donné au recyclage, ralentissant le taux
d'accepter de nouveaux article. Ceci pourrait,
alternativement, ralentissent le procédé de cueillette.
Ce n'est pas souhaitable, mais pourrait être la
meilleure manière d'ajuster automatiquement le système,
à condition qu'il il pas produisez-vous tellement
souvent quant à compromettent la productivité de
cueillette.
la ruelle additionnelle dans l'alternative #3 peut être
employée pour tenir les article qui sont arrivés tôt et puis
libérez cartons quand les dents sont disponibles pour
eux.
SOMMAIRE
Dans le sommaire, en construisant des équipements de
sélection de article de volume plus élevé, là sont nombre de
questions à répondre dans le processus de conception.
-
Quelles méthodes de cueillette sont appropriées ?
-
Comment les produits devraient-ils être assignés ?
- à la méthode de cueillette
- aux zones dans chaque méthode
-
Comment la cueillette devrait-elle être commandée ?
-
Où devrait l'accumulation être fournie ?
-
À la trieuse,
- combien rapidement la trieuse devrait-elle être ?
- comment le recyclage devrait-il être contrôlé ?
- combien de dents sont exigées ?
- comment les ordres devraient-ils être assignés aux
dents ?
De courez, il y a beaucoup plus de titres détaillés de
conception à adresser, mais ceux mentionné ici commencez
à illustrer la complexité de la conception de système
impliquée en faisant le "bon" concept travaillez
efficacement.
Ceci l'article est une mise à jour 1999 d'un papier qui
à l'origine a semblé en marche dedans Recherche 1994 de
manipulation matérielle, éditée par l'industrie de
manipulation matérielle Association.
Charlotte, N.C.
AU SUJET DE L'AUTEUR
James M.
Apple, Jr. est un
directeur dans le groupe de progrès. Avant de Co-fonder
le groupe de progrès dedans 1991, il était un associé
avec des tonneliers et la division de SysteCon de
Lybrand. Pendant 1992-1995 où il a servi de conseiller
aîné de systèmes avec des industries de Vanderlande, un
fournisseur important de convoyeur et de systèmes en
Europe.
Jim est un chef internationalement identifié de pensée
dans le secteur du service conception et systèmes
intégrés de distribution. Ses contributions à
l'amélioration de la distribution des pratiques ont été
identifiées par sa réception de récompense prestigieuse Apple, à la laquelle est donné pour des
contributions de vie l'avancement de la profession de
manipulation matérielle. Jim a également reçu l'institut
des équipements des ingénieurs industriels projetant et
de la récompense de conception. Il a écrit de nombreux
articles et chapitres de manuel sur entreposer et les
opérations de logistique et est un haut-parleur
populaire sur la conférence de logistique et programmes
de conférence.
Antérieurement à SysteCon, Jim travaillé en tant
qu'ingénieur industriel avec IBM, était surveillant de
Les équipements projetant pour la Division d'Oldsmobile
de General Motors et étaient Le vice-président exécutif
pour un marché des accessoires des véhicules à moteur
partie le fournisseur. Il prises B.S. et M.S. degrés
dans le technicien industriel et de systèmes du Institut
de la Géorgie de technologie.
 |
















